- upload bom file
- +86 0755-82770375
- sales@bomkitting.com
Oxidation of Electronic Components: Manifestations and Remedies
I. Typical Manifestations
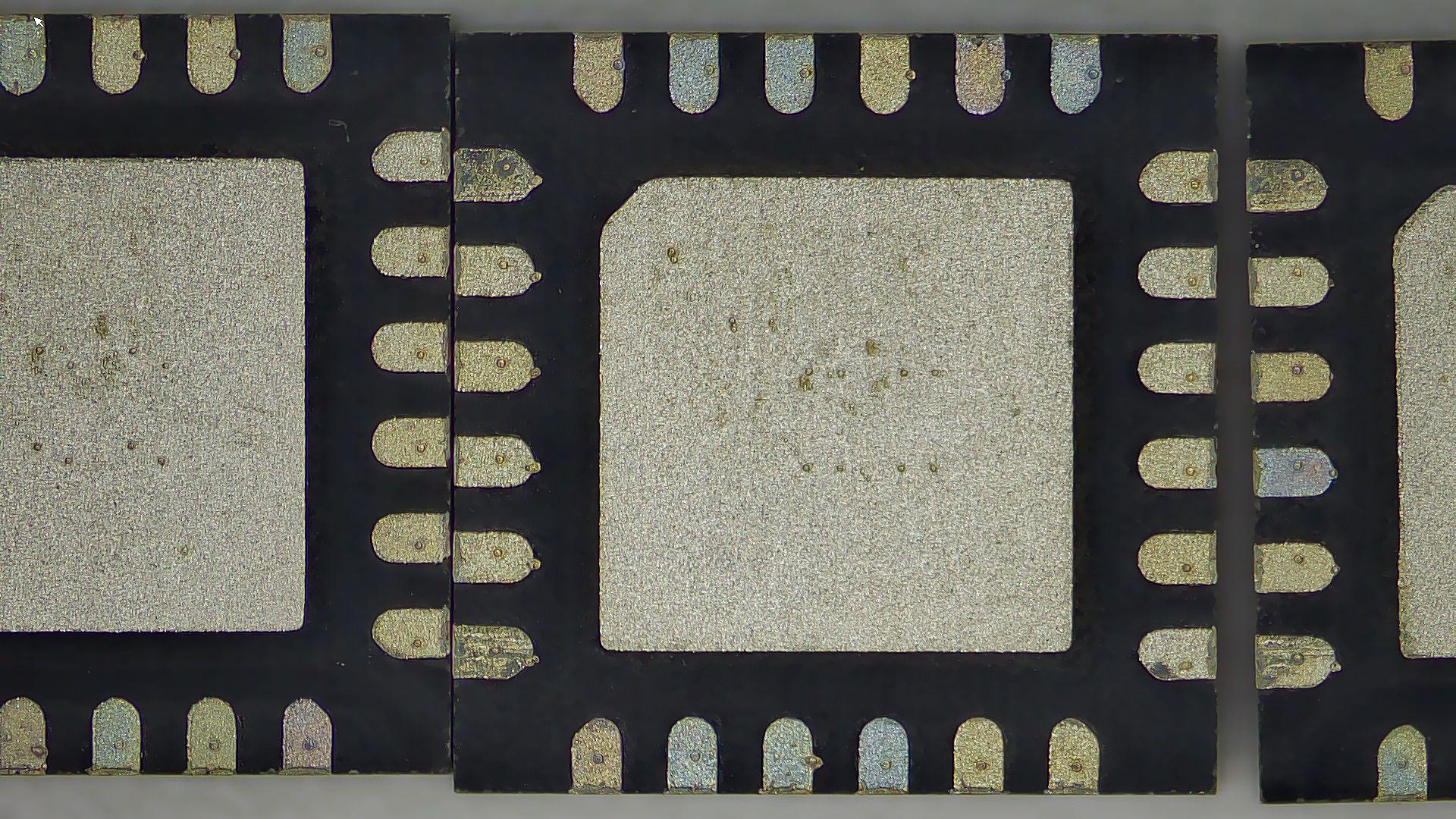

Visual Indicators
• Leads or solder balls lose their metallic sheen, appearing dull, gray or speckled with black spots.
• Surfaces become pitted, rough or discontinuous.
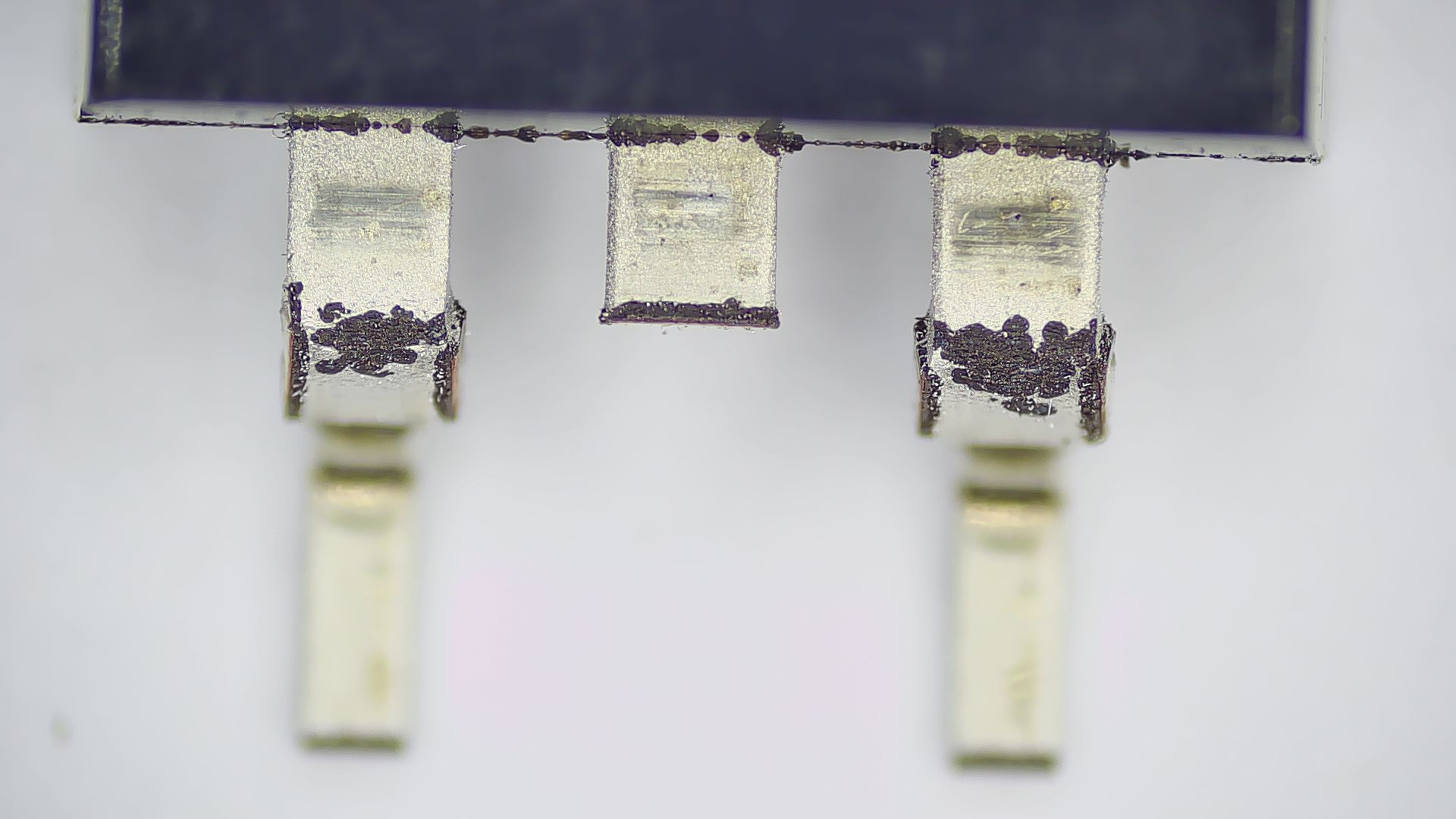
Solderability Degradation
• Under low-power magnification, solder refuses to wet the leads, resulting in non-wetting, dewetting or localized voids.
• Per GJB360B solder-iron test: tinned area < 95 % or concentrated defects classify the part as oxidized.
Electrical Drift (common in long-stored ICs)
• Contact resistance rises, leakage current increases, and in extreme cases functionality is lost.
II. Severity Levels and Corresponding Actions
Level Characteristics Recommended Action
Level 0 (Acceptable) Bright, contamination-free surface Use as-is
Level 1 (Mild) Slight graying, localized dulling May be used directly; light de-oxidation if process demands are high
Level 2 (Obvious) Large-area graying, reduced solderability Mandatory de-oxidation (re-tinning, chemical cleaning, etc.)
Level 3 (Severe) Blackened, heavily pitted, total luster loss Scrap or re-plate / re-ball
III. Common De-Oxidation Methods
Physical-Mechanical
• Fine abrasive paper or eraser: gently rub along the lead, then clean with alcohol and re-tin. Suitable only for coarse-pitch components.
• Blade or file: removes oxide but risks damaging the plating; not recommended for precision devices.
Re-Tinning
• Manual: 300 ± 20 °C iron, dip in rosin, quick drag-solder; cool one side before the other.
• Solder pot: batch-immerse leads in 245 ± 2 °C solder for 2–3 s; efficient, requires continual dross removal.
• Precautions:
– Use heat-sink clips or pre-heat for heat-sensitive devices (glass diodes, tantalum capacitors).
– Employ dedicated fixtures for BGAs/QFNs to prevent ball deformation.
Chemical-Flux Method
• Mix: ALPHA FLUX A88 or CSF898 flux : rosin = 3 : 1 by mass.
• Steps:
① Brush the mixture evenly over the leads.
② Bake at 125 ± 3 °C for 2–3 min.
③ Rinse with anhydrous ethanol and air-dry.
④ Post-bake at 115 °C for 24 h to remove moisture.
• Advantages: ideal for fine-pitch ≤ 0.5 mm parts, no bridging, no mechanical stress.
Chemical Soak
• Light oxidation: proprietary de-oxidizing solution for 5–10 s → dry.
• Heavy blackening: strip plating → re-plate (leaded devices) or re-ball (BGAs).
Protection & Prevention
• Storage: vacuum bags + desiccant + nitrogen cabinet, RH ≤ 30 %; once opened, use promptly.
• Handling: keep in ESD/moisture-proof boxes to minimize exposure time.
• Process: implement AOI and solderability spot checks before SMT to prevent oxidized components from entering production.
IV. Workflow in Brief
“Look → Judge → Choose → Act → Verify”
Look: screen visually with 5–10× loupe or microscope.
Judge: classify per table or run solderability test.
Choose: select mechanical, re-tinning or chemical method based on package type, oxidation level and volume.
Act: strictly control temperature, time and ESD; run small samples first if necessary.
Verify: after de-oxidation, sample for solderability, X-ray and functional tests to close the quality loop.
